
Par residual y control de par
//por Josep Miquel BallesteroComo ya hemos comentado en otros artículos de nuestro blog, el par de apriete apropiado en las uniones atornilladas es fundamental para dar seguridad y calidad en todos los procesos de montaje de la industria en general.
Por este motivo, y para tener la total seguridad de un apriete controlado en el tiempo, la verificación del estado de estos aprietes es vital. No obstante, el método para realizar esta verificación siempre ha sido una incógnita.
¿Realmente está después de un tiempo apretado al mismo par de seguridad que cuando hicimos el montaje?, ¿cómo verificamos que la unión atornillada se mantiene en el par que realizamos en su día?
Para desvelar estas cuestiones, a continuación os detallamos los métodos más eficaces para verificar y rectificar el par de apriete al adecuado.
Si queremos lograr un sistema de control de calidad completo, existe una etapa crucial que debemos realizar al final de la línea de producción: la medición del par residual.
¿Cómo probar un tornillo ya apretado?
El par residual
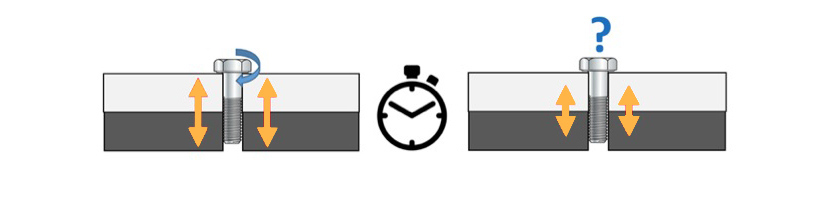
Al elegir la estrategia correcta de apriete aseguramos que la junta se ha apretado según lo especificado, pero desconocemos lo que queda en la unión después del apriete. Entonces, ¿cuánto de la precarga aplicada queda dentro de la unión?
La precarga es la fuerza con la que el tornillo presiona a las piezas unidas una vez apretado. Tanto en el momento que se realiza el apriete, como al cabo de un tiempo, existe un desconocimiento de la precarga real.
La evaluación del par residual en la junta se verifica mediante una herramienta que incorpora una o más estadísticas de comprobación.
Para llevar a cabo la comprobación y verificación, EPIDOR Technical Distribution dispone de diferentes tipos de herramientas que analizan los datos en una base dotada de un software de gestión. Estas herramientas son capaces de emitir análisis estadísticos e informes que previenen cualquier error en el proceso; como por ejemplo las llaves digitales de par.
¿Cómo medimos el par habitual?
Los métodos más utilizados
- Par/ángulo de Breakaway
- Aflojar – apretar
- Comprobación de par mínimo
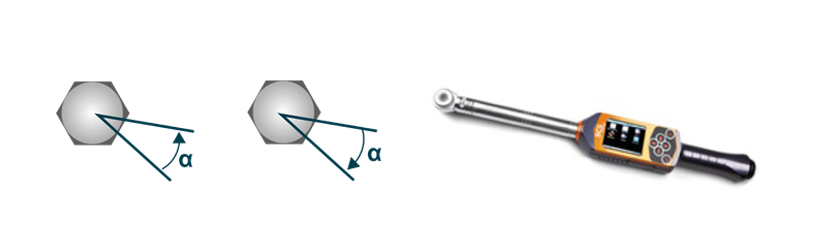
PAR/ÁNGULO DE BREAKAWAY
Breakaway es el método preferido para la medición del par residual.
La estrategia consiste en lograr girar el tornillo al máximo con una llave digital de par, midiendo el par en el punto exacto en el que el tornillo empieza a moverse.
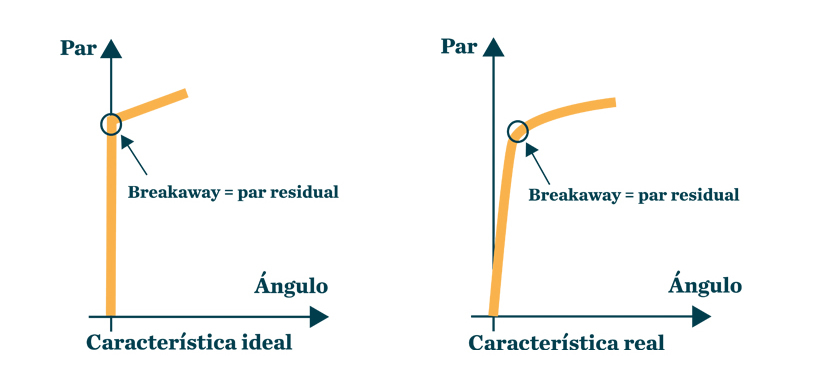
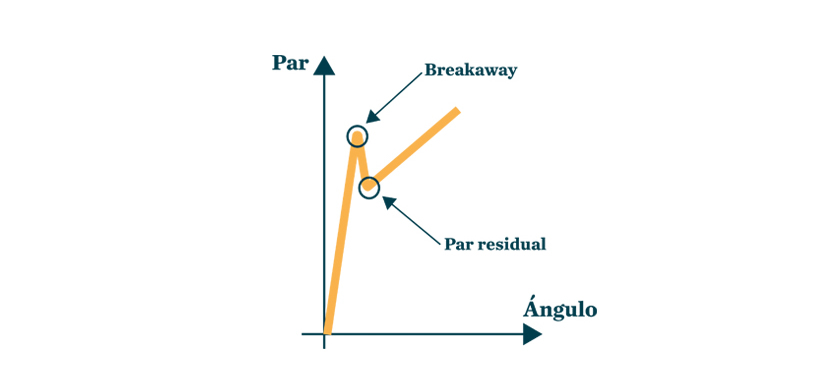
En ocasiones el breakaway no coincide con el par residual, por ejemplo cuando hay una gota de pegamento o existe óxido en la unión atornillada.
Para vencer la oposición que ejercen el óxido y el pegamento se requiere un par mayor, y una vez vencida, el par cae para crecer de nuevo con la rotación.
Para realizar esta prueba las llaves digitales de par han de estar equipadas con un sensor de par y con un giroscopio para la medición del ángulo, con un algoritmo de reconocimiento automático del breakaway y par residual.
Algunos modelos de llaves ofrecen estrategias para la detección del par residual utilizando un algoritmo de par/tiempo en lugar de par/ángulo. La medición que se obtiene usando esta metodología es influida por la acción del operario y, por tanto, es menos objetiva, menos repetible y menos fiable.
AFLOJAR – APRETAR
Si medimos el par residual por el método del breakaway será preciso un pequeño exceso de apriete en la junta a comprobar y cabe la posibilidad de que el par residual sea inferior al par de apriete, por lo que puede que la prueba del par residual no supere el valor nominal.
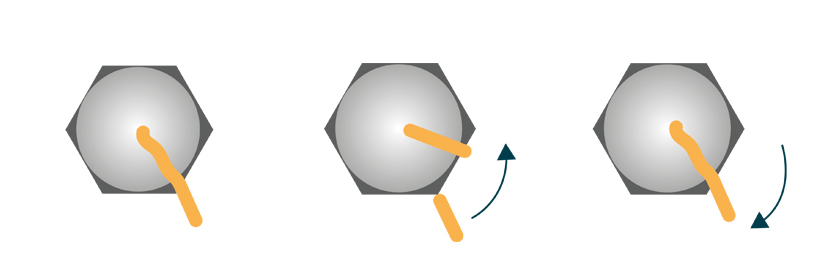
Podremos evitar el riesgo de exceso de apriete utilizando el método de aflojar-apretar, sobre todo en aplicaciones con uniones atornilladas de dimensiones grandes.
Tendremos que aflojar la unión unos pocos grados 10º aprox. (depende del par/ángulo de la junta) y detectar el par para apretarlo de nuevo a la posición inicial.
Las llaves digitales actuales que disponen de giroscopio ya ofrecen esta estrategia de comprobación, facilitando el trabajo al operario.
COMPROBACIÓN DE PAR MÍNIMO
Si realizamos el reapriete de un tornillo con una llave dinamométrica de clic y hace clic sin girar, significará que la junta no ha perdido la fuerza de sujeción en relación al par de fuerza inicial.
Este método proporciona un “Ok o No – Ok”, sin medir el valor del par residual. Además, utilizando este método siempre existe el riesgo de producir un exceso de apriete en el proceso.
Podemos emplear una llave digital de par con giroscopio para hacer una rápida comprobación del apriete sin medición de par residual. Después aplicaremos par y verificaremos que llega a un cierto valor (generalmente el mínimo par de apriete) dentro de un cierto ángulo de rotación (que suele ser muy pequeño). De esta manera, el control será rápido y automático, y podremos detectar un posible exceso de apriete directamente de la llave de par.
Desde EPIDOR Technical Distribution, nuestro equipo de comerciales e ingenieros expertos pueden ofrecerte tanto el asesoramiento en los métodos más habituales, como las mejores herramientas para el control de par residual. Contáctanos aquí.







